




惠民利民工程 焊接前下层 处理

焊接前
下层
处理,焊前必须对
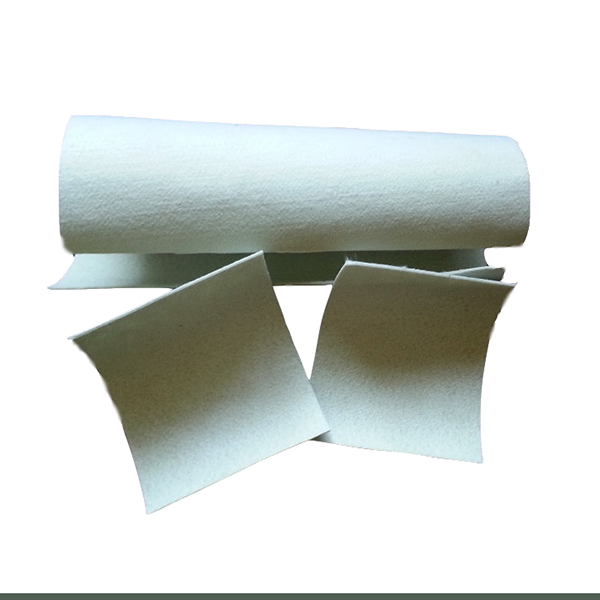
进行清洁,本项目采用的材料为二布一膜长丝针刺
,所以必须处理膜上下两层
来保证膜的焊接,具体步骤如下:
1) 在满足焊接宽度条件下,撕开膜上下两层
来保证膜的焊接面。
2) 用热风枪烘烤残留在膜上的 残丝,用毛刷或毛巾清理焊接部位的杂质,目测膜表面干燥、整洁、无灰尘等杂质。
3) 将 下面一层 平整搭接好后方可进行焊接。
4) 试焊与焊接。
在正式焊接前,必须要根据 的厚度、气温、风速及焊机速度,调整设备参数,300mm×600mm的小块膜做试件,进行试焊。切取试样,在拉力机上进行剪切、剥离检验。试焊样件能否通过检验的标准为: 破坏的位置应发生在母材,不发生在焊缝处。检验通过后,可锁定参数,依次焊接。否则,要重新调整焊机参数、试焊、检验,直到试件合格方可进行 的焊接。试焊要填写试焊记录。
接缝搭接宽度应满足规范要求; 铺设时应根据气温的变化、现场地形和膜的性能要求预留出相当的伸缩变形量,接缝、搭接的方向与位置应合理,减少接缝受力,避免出现在应力集中的部位。 焊接必须认真填写区域铺设记录和 焊接记录。
2) 用热风枪烘烤残留在膜上的 残丝,用毛刷或毛巾清理焊接部位的杂质,目测膜表面干燥、整洁、无灰尘等杂质。
3) 将 下面一层 平整搭接好后方可进行焊接。
4) 试焊与焊接。
在正式焊接前,必须要根据 的厚度、气温、风速及焊机速度,调整设备参数,300mm×600mm的小块膜做试件,进行试焊。切取试样,在拉力机上进行剪切、剥离检验。试焊样件能否通过检验的标准为: 破坏的位置应发生在母材,不发生在焊缝处。检验通过后,可锁定参数,依次焊接。否则,要重新调整焊机参数、试焊、检验,直到试件合格方可进行 的焊接。试焊要填写试焊记录。
接缝搭接宽度应满足规范要求; 铺设时应根据气温的变化、现场地形和膜的性能要求预留出相当的伸缩变形量,接缝、搭接的方向与位置应合理,减少接缝受力,避免出现在应力集中的部位。 焊接必须认真填写区域铺设记录和 焊接记录。
下一篇:防渗膜隔离地下水位是渠道防渗模式的先决条件 上一篇:土工膜与周边防渗漏连接设计
 首页
首页 电话
电话 QQ
QQ 联系
联系